
Automatizace měření, jak ji prezentuje ATOS ScanBox 6, se stává standardem a nutností
Žádný výrobce se dnes neobejde bez přesného měření. Ti chytřejší už mají nejen přesné, ale i rychlé měření. Mezi nejlepší měřicí technologie patří roboticky ovládané 3D skenování. V liberecké společnosti Magna Exteriors s úspěchem používají ATOS ScanBox 6 pro automatizované 3D skenování, který jim dodala firma MCAE Systems.
Magna Exteriors se zabývá výrobou technicky složitých plastových dílů pro automobilový průmysl. Nejde jen o jednoduché výlisky, ale celé montované celky. Nároky automobilového průmyslu jsou mimořádné, jak z hlediska kvality, tak rozměrové variability požadovaných výrobků. Kontrola kvality je tedy pro firmu Magna Exteriors klíčovým oborem. Relativní novinkou na měrovém středisku je zařízení ATOS Scanbox 6 vyráběný německou firmou ZEISS, jehož největší síla spočívá v automatizaci měření za pomoci robota.
Proč právě ATOS ScanBox 6
Největší přínos tohoto způsobu měření je ve fázi přípravy nových projektů. Petr Vrabec, vedoucí oddělení projektové kvality, vysvětluje: „Náš projektový tým musí co nejrychleji vyvinout výrobek, navrhnout a zprovoznit technologii výroby a montáže, přitom v každém kroku oddělení kvality hlídá, zda vše probíhá podle požadovaných nároků finálního zákazníka. Přesné, rychlé a opakovatelné měření nám pomáhá odstraňovat vadu po vadě a hlídat, že problém zmizel a už se neopakuje.“ I po předání projektu do sériové výroby se ScanBox využívá ke kontrole několika kusů v každé směně.
Každodenně se ScanBoxem pracuje Adam Šteiner, 3D měrový technik, který oceňuje zejména rychlost měření.
Všechny díly jsou změřené do půl hodiny, takže jsme schopni do naplánované fronty snadno vsunout urgentní požadavek. Jsme také v pilotním projektu shromažďování a vyhodnocování dat a automatizace reportů. Díky ScanBoxu se můžeme spolehnout, že data budeme mít v potřebné kvalitě, protože robot měří vždy stejně.“
Adam Šteiner
3D měrový technik
Odborníci na měrovém středisku přesně věděli, jaké zařízení chtějí a na co ho budou používat. Proces výběru popisuje Adam Šteiner: „Na trhu existují různá řešení na principu blue light nebo laseru od různých výrobců. Po zvážení všech kritérií nám ve výběrovém řízení vyšel ATOS ScanBox 6 nejlépe. Softwarové prostředí je uživatelsky nejpřívětivější, má velký rozsah použití, přesnost je v lepším průměru, rychlost měření s novým senzorem ATOS 5 je na špičce. Nic lepšího jsme nenašli, ScanBox byla jasná volba.“
Co všechno ScanBox umí
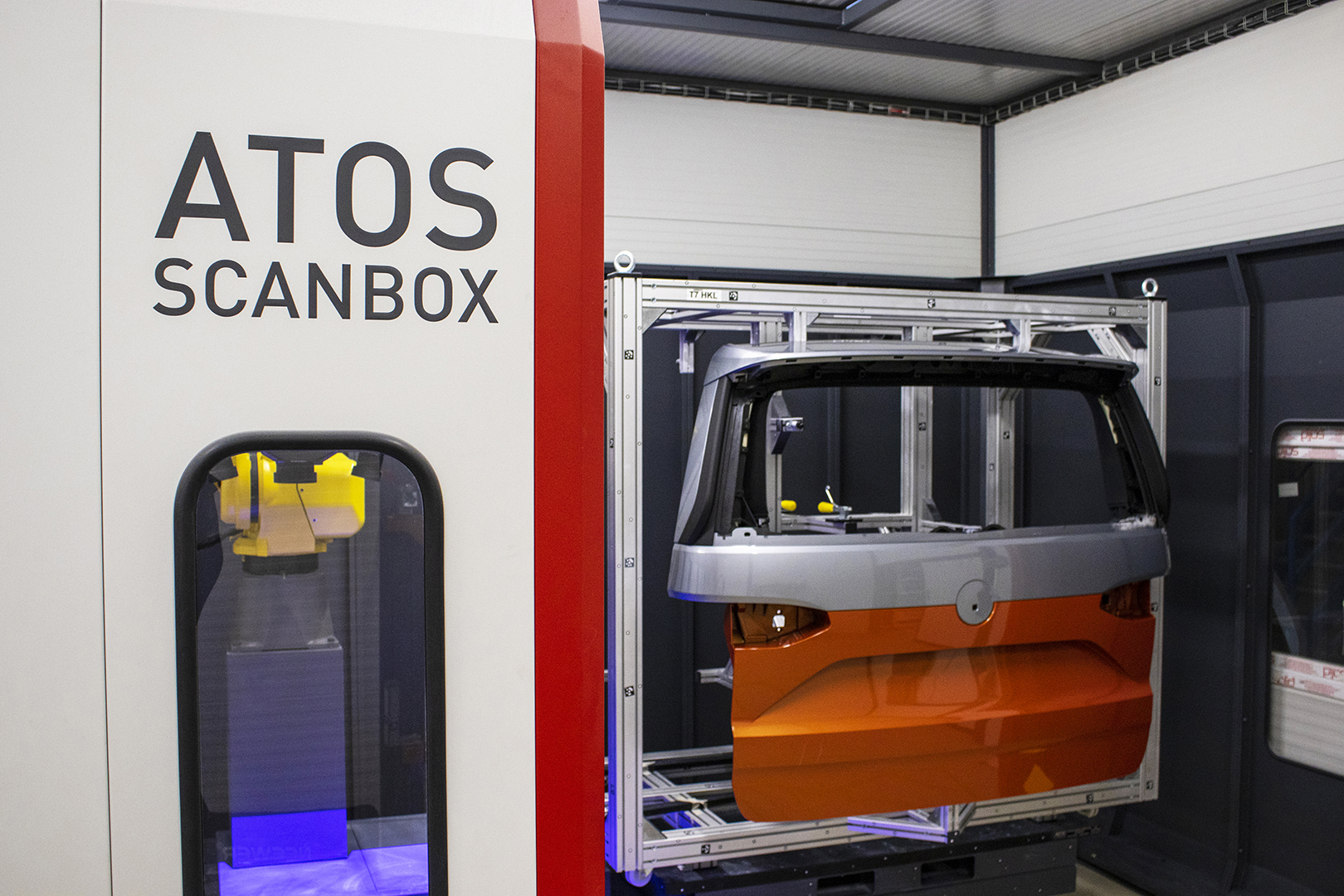
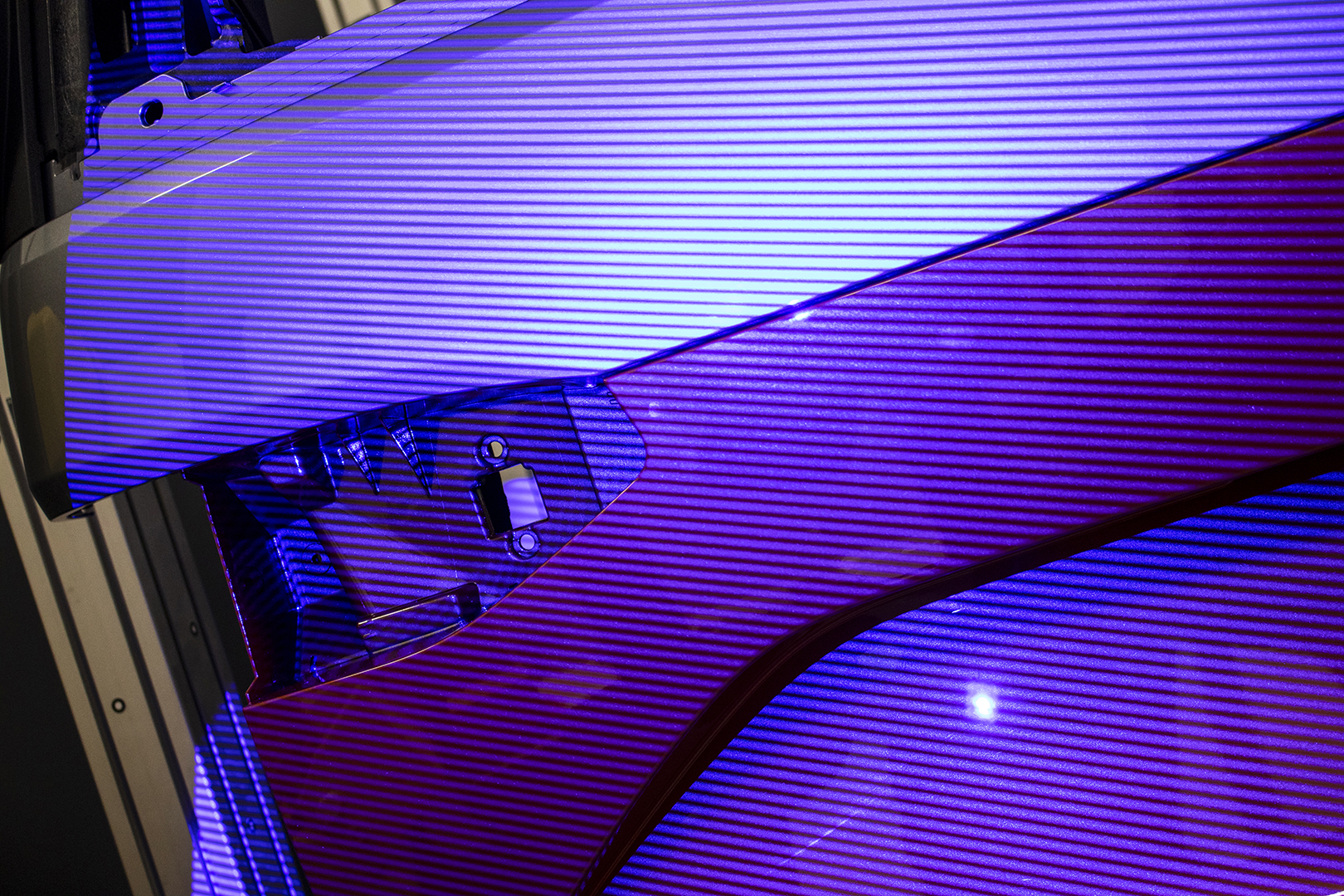
Když přijdete ke ScanBoxu ATOS 6, uvidíte napřed „box“ – částečně ohrazený bezpečný prostor, uvnitř kterého pracuje „scan“ – skener se třemi objektivy, z nich dva krajní provádějí snímání, zatímco prostřední promítá na měřený díl modré světlo a jasně definuje tvar povrchu. Skenovací hlava je nesena na robotickém rameni, čímž se liší od podobného zařízení ATOS Triple Scan, které ve firmě Magna Exteriors také používají.
„Aby bylo možné díl měřit, potřebujeme, aby byl matný,“ upozorňuje Adam Šteiner, „takže lesklé povrchy ošetříme zmatňujícím sprejem. Pro ruční měření lepíme na díl referenční body, což ale u ScanBoxu odpadá, tam jsou body již na přípravku, na který díl upínáme.“
Pro každé měření musí existovat program, který je buď uložený z předchozích měření, nebo jej měrový technik musí napsat. Na základě programu robot provede skenování. Rychlost snímání je 100 Hz, jeden sken (snímek) tak trvá pouhý zlomek sekundy.
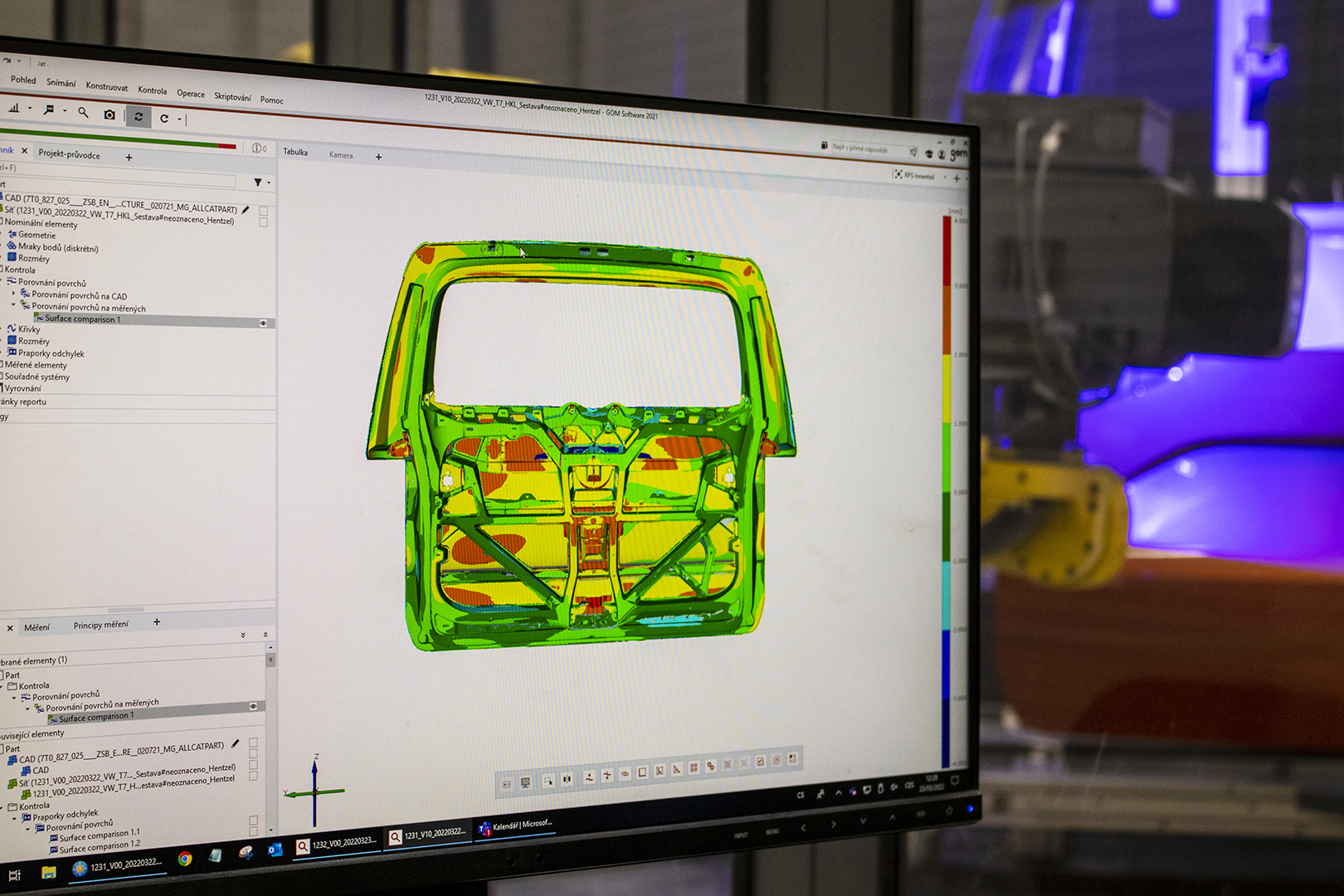
Získaná data se snadno a přehledně zpracovávají v softwaru ZEISS INSPECT, lze posuzovat konkrétní měřicí body, nebo vytvářet barevné mapy ukazující odchylku proti ideálnímu tvaru. Možnosti zapojení ZEISS zařízení do digitalizace celé výroby jsou ale ještě rozsáhlejší, jak si ukážeme později.
Jak ScanBox zapadá do celého procesu
Pojďme se trochu důkladněji podívat do výroby. V libereckém závodě vyrábějí plastové páté dveře s kompozitním rámem, vznikají zde nárazníky pro většinu modelů Škoda, produkují se tu dveřní prahy i spoilery pro řadu evropských automobilek. „Zákazník a jeho designer nám říká, jak bude díl pohledově a funkčně vyroben. My musíme vyvinout celý postup výroby včetně toho, jak k sobě budeme jednotlivé díly spojovat, zda pomocí šroubů, sponek, svařováním či lepením,“ upřesňuje Petr Vrabec. „Automobilová výroba je dnes plně individualizovaná, takže třeba nárazníky vyrábíme ve stovkách variant: s mlhovkami, bez mlhovek, s parkovacími senzory nebo bez nich, chromovaný nebo dezénovaný povrch a tak dále. Přitom takt výroby je neúprosný. Nárazník, který tady smontujeme, je během 24 hodin už montován do finálního vozu na lince u zákazníka“.
Tím se dostáváme k tomu, jak důležitá je bezchybná kontrola kvality. Každý vyrobený kus se měří automaticky přímo ve výrobní lince dotykovými senzory, to je takzvaný in-line cubing. U technicky složitějších dílů k tomu přistupuje kontrola kompletnosti kamerou, která ověří, že jsou namontované ve správné pozici a ve správné variantě všechny požadované prvky. Měří se také estetické parametry jako je barevnost a lesk.
V sériové výrobě se s vysokou přesností měří přibližně dva výrobky z každé směny v měřicím středisku, a to právě na ScanBoxu. Měření je zde mnohem komplexnější, protože se nezaměřuje jen na několik kontrolních bodů, ale zachytí celý povrch analyzovaného dílu. Výsledky jsou ukládány pro případ, že by bylo potřeba se k datům vrátit. To ostatně platí i pro výsledky z cubingu.
Ve společnosti Magna Exteriors berou velice vážně proces digitalizace a od každého nového zařízení se očekává spolupráce na celopodnikové úrovni. „Data z měření, včetně jednotlivých odchylek všech měřicích bodů, umíme dnes přenést do dalších softwarů. Aktuálně všechen náš personál, včetně vyššího managementu, pracuje se systémem Chy.stat, což je zkratka z „chytrá statistika“. Na jeden klik si každý oprávněný zaměstnanec může zobrazit všechny rozměrové výstupy u konkrétního výrobku, včetně cubingu, měrového střediska a dalších. Filosofie výrobců ScanBox v otázce sdílení dat plně odpovídá našim potřebám,“ pochvaluje si Petr Vrabec.
Kdo měřil před ScanBoxem
Práci ScanBoxu dříve zastával systém ATOS Triple Scan. Skenovací hlava je v jeho případě umístěna na 7osém stojanu a každá poloha snímání se musí nastavit ručně. Výhoda automatizace u ScanBoxu není jenom v několikanásobně vyšší rychlosti, ale také v tom, že se měří vždy ze stejné pozice, takže jednotlivá měření lze vzájemně porovnávat. „Jak vnímám zvyšující se požadavky našich zákazníků na rychlost analýz a na zpětnou vazbu v případě reklamací, je toto přirozený technický vývoj v oboru měření. ScanBox jsme koupili ve chvíli, kdy jsme potřebovali navýšit kapacity našeho měrového střediska. Už nestačí měřit jedny nebo dvoje dveře za směnu, potřebujeme jich stihnout 10 nebo i víc. Do budoucna bude automatizace měření, jak ji prezentuje ScanBox, standardem a nutností,“ říká pan Šteiner. „Naši zákazníci se zajímají, čím jsme vybaveni a co všechno umíme, ScanBox nás posouvá mezi ty nejlepší a máme větší šanci získat nové projekty.“
Jak je těžké ScanBox obsluhovat
Robotizovaný přístroj už vyžaduje odbornou obsluhu, jak si s tím v Magna Exteriors poradili shrnuje Adam Šteiner: „Co se týká vlastního měření a ovládání programu, měli jsme již několikaletou praxi z Triple Scanem. Nové bylo ovládání robotu, které probíhá přímo z měřicího softwaru. My jenom definujeme pozice měření a software si propočítá dráhy, jak se na danou pozici dostat.“ Dodavatel zařízení, firma MCAE Systems s pobočkami v Kuřimi a v Mladé Boleslavi, poskytla dvěma technikům dvoudenní školení. Ovládání jim rychle přešlo do krve a během prvního měsíce byli schopni napsat i poměrně složité programy pro všechny měřené díly, včetně těch nejkomplexnějších. Pan Šteiner má možnost srovnání: „V Magna Exteriors pracujeme s řadou 3D měřících zařízení od předních světových dodavatelů, včetně dotykového CNC systému a 3D měřících ramen. Každé zařízení je něčím unikátní a specifické. Robotické 3D měření, nám ale v současné době přijde nejefektivnější a dává obrovský náskok před konkurencí, která tuto technologii prozatím nevyužívá. Ovládání ScanBoxu je příjemné a intuitivní. Při výpočtu drah počítá s omezeným prostorem, hlídá si předepsané dojezdy a využití průmyslového robotu je díky tomu snadné a zcela bezpečné.“
Co se stane, když...
Předpokladem dobré spolupráce je také kvalitně vyřešený servis. Pokud nastane se ScanBoxem problém, začne jej firma MCAE Systems řešit v nejbližší možné době, přičemž do 24 hodin musí přijít s návrhem řešení. Reálně zatím řešili jen jeden incident, při kterém se světelná brána „zasekla“ v režimu sepnuto, takže se robot nerozjel. Závadu se ale podařilo vyřešit na základě telefonické konzultace ještě dříve, než dorazil technik MCAE Systems z Mladé Boleslavi.
Spolupráci s MCAE Systems hodnotí Adam Šteiner velice dobře: „Za tři roky, kdy pracuji na měrovém středisku a denně měřím, je spolupráce příkladná. Můžu srovnávat s jinými značkami, které tady máme, a v situacích, kdy MCAE Systems reaguje okamžitě, jsou reakce ostatních mnohem pomalejší.“
A jak to vidí dodavatel
První zařízení dodala firma MCAE Systems do Liberce v roce 2012, kdy Magna Exteriors na požadavek zákazníka kupovala 3D skener ATOS Triple Scan. Zároveň vybavili svou interní zkušebnu výrobků pro deformační měření systémem TRITOP, kterým sledují výrobky testované na namáhání či změny rozměrů vlivem teploty. Nový ATOS ScanBox 6 je nyní v ostrém provozu již půl roku.
Na spolupráci musí být vždycky dva, takže závěrečné slovo patří Ambrózu Bothovi, obchodnímu a technickému zástupci firmy MCAE Systems: „Magna Exteriors přistupuje k zakázkám velice komplexně, procesní inženýři vždy úzce spolupracují s měrovým střediskem. To klade vysoké požadavky na vědomosti a zkušenosti měrových techniků, ale tento senzační tým lidí náročné úkoly dobře zvládá. Pro mě je každá spolupráce s nimi radost a výzva.“
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}
{kind=link}