Výroba částí prototypových forem s technologií PolyJet
Návrh vstřikovací formy, výroba tvarových vložek nebo testování formy – to jsou pro mnohé zkušené strojaře pojmy, se kterými si velice snadno poradí. Pro studenta Fakulty strojního inženýrství VUT v Brně Víta Kalodu to bylo zadání k jeho diplomové práci, v níž si vzal všechny tyto body za své cíle a my jsme byli u toho, abychom mu pomohli.
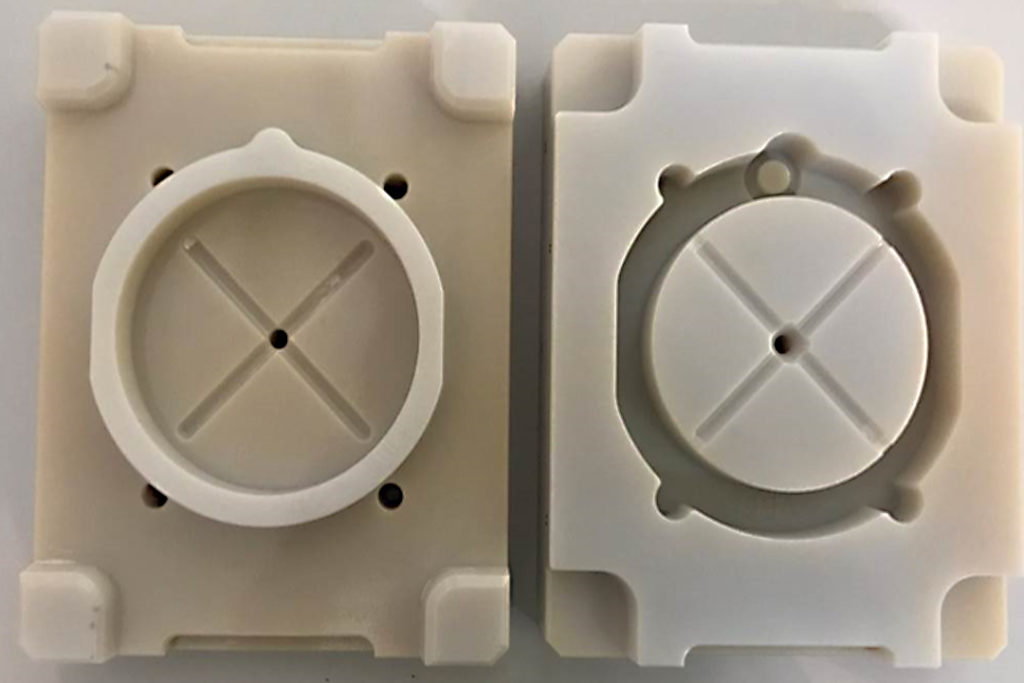
Jako první si navrhnul vstřikovaný díl pro model krytky na senzor. Primární část práce byla konstrukce vstřikovací formy a poté následovala praktická výroba tvarových vložek pro krytku na senzor. Než ale student začal se samotnou výrobou, provedl si průzkum toho, jaké výrobní metody jsou možné v kombinaci s vhodnými materiály, jež by se daly využít.
Část, kterou jsme obsáhli my, byla ta, že si student zvolil jako metodu výroby formy technologii PolyJet, což je jedna z našich stěžejních technologií, patentovaných společností Stratasys.
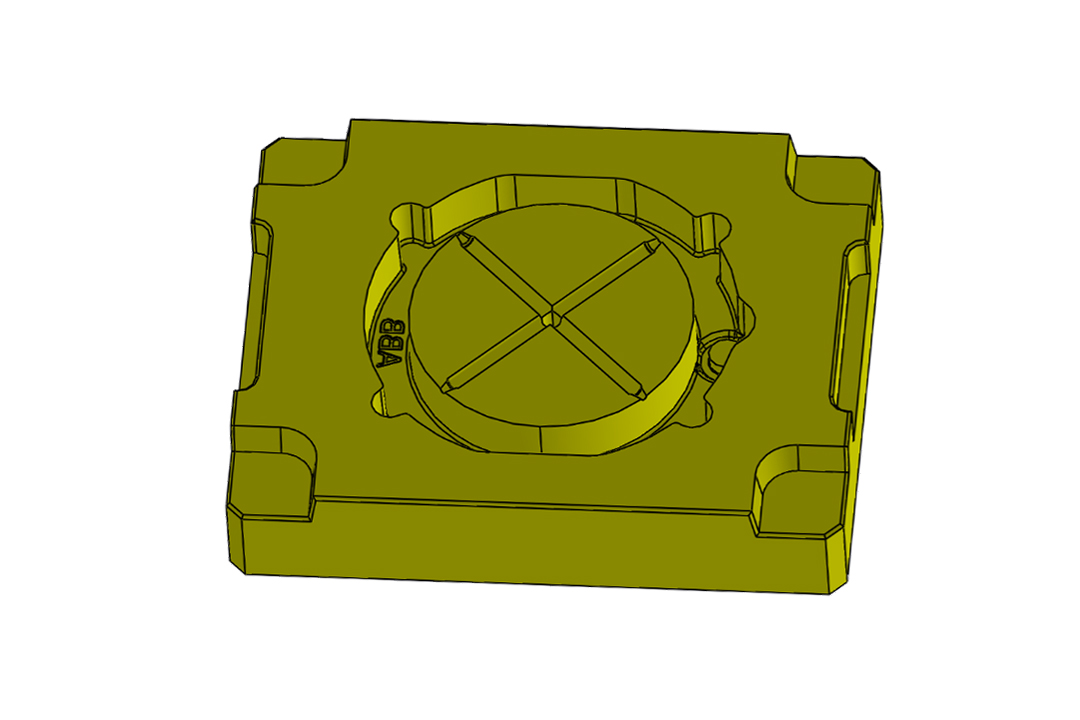
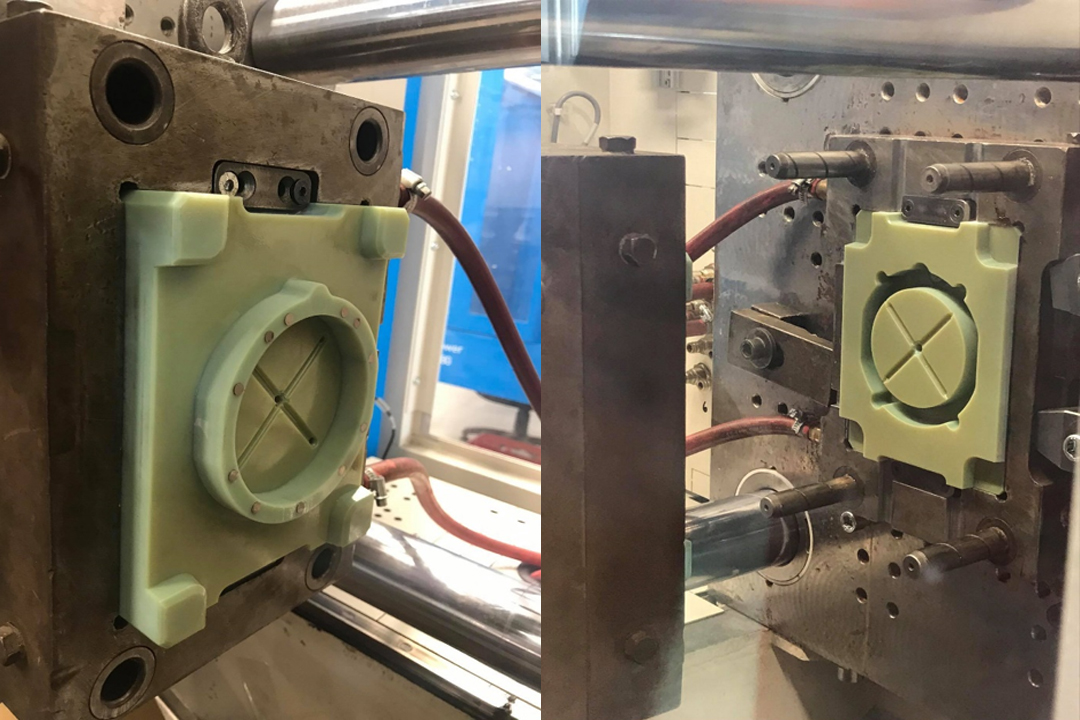
Komponenty zvané tvárník a tvárnice byly vytištěny na 3D tiskárně Stratasys J750, na níž jsme tiskli rozměr výrobku v max. velikosti 490 × 390 × 200 mm z digitálního materiálu ABS RGD 5130. Ten se vyznačuje především rozměrovou stálostí a tuhostí v širokém rozsahu teplot.
Rozměrová analýza
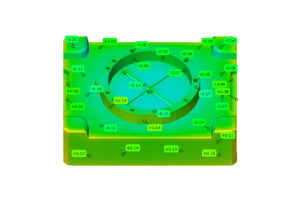
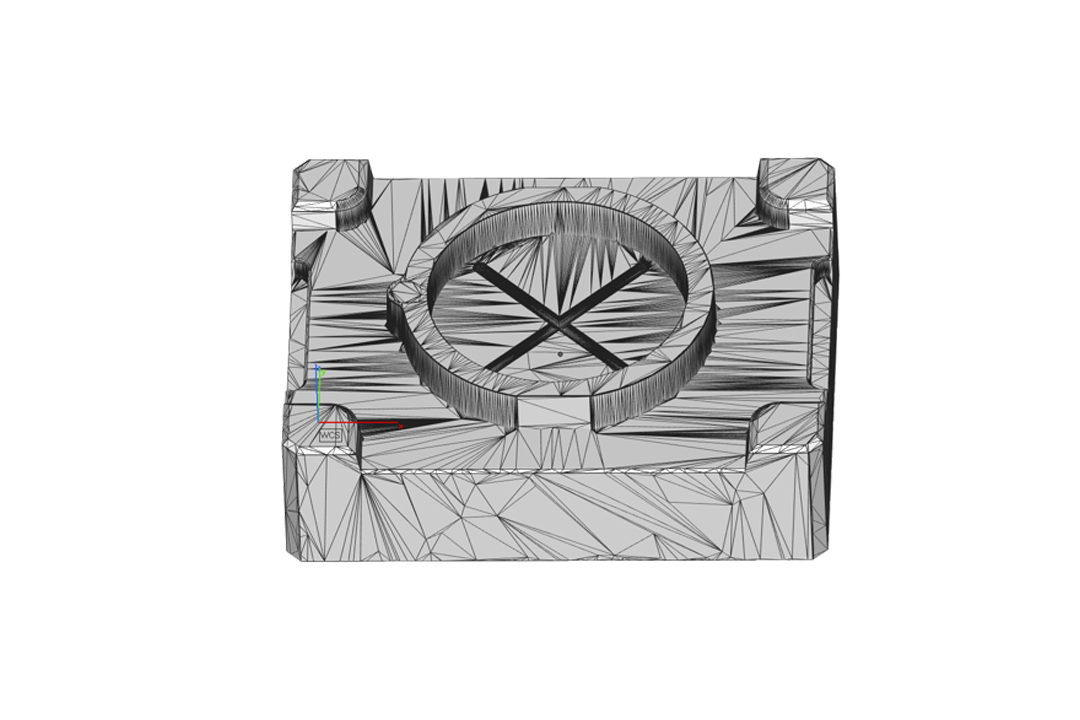
Jedna z velkých výhod vstřikovací formy je ta, že model vytištěný technologií PolyJet byl velmi přesný, což dokazuje i rozměrová analýza, provedená pomocí našeho 3D skeneru ATOS Q. Ta byla prováděna pomocí strukturovaného světla poloautomatickým 3D měřicím zařízením od společnosti GOM (nyní ZEISS). Rozlišení měřicí kamery je 12 MPx, což znamená, že je skener vhodný pro velmi detailní skenování.
Výhody technologie PolyJet
Další z výhod této technologie je, že cena za model z technologie PolyJet je srovnatelná s frézováním. Ovšem při výrazně kratším čase výroby. Pro srovnání, tisk na 3D tiskárně trval 18 hodin a 15 minut a zhruba 3 hodiny dokončovací práce s dodáním do 3 dnů. Oproti tomu dodání vyfrézované tvarové vložky by trvalo obvykle 4 až 5 týdnů, bez započítání dokončovacích prací. Výroba technologií PolyJet vedle toho patří k nejekonomičtějším.
Do vstřikovací formy pak byly vstřikovány dva druhy materiálů při různých podmínkách. Polypropylen, který by vstřikován při teplotě materiálu 200 °C a při vstřikovacím tlaku 380 barů. Druhá verze byla s materiálem Polyamid 6 a teplota taveniny činila 260 °C při vstřikovacím tlaku 560 barů. Z těchto testů byly vyrobeny první prototypové výrobky, které pomohly odhalit konstrukční nedostatky a na základě úpravy pak bylo možné dosáhnout lepších a lepších výsledků. Pokud student do budoucna upraví konstrukční návrh kovovou vtokovou vložkou, bude zaručena vyšší sériovost.
Závěr
Student navíc dodržel doporučení od našeho partnera Stratasys a po každém třetím zdvihu formu ochladil. Jak sám zmínil, každá změna se propsala do pozitivních výsledků. Celkem vytvořil 13 variant.
Hlavní výstup diplomové práce Víta byl, že poukázal na možnost využití metody rychlé výroby prototypů v oblasti vstřikování plastů, konkrétně ke zhotovení tvarových vložek (tvárník a tvárnice) do vstřikovací formy. V současné době se prototypové tvarové vložky do vstřikovací formy vyrábí ze slitiny hliníku frézováním.
Výroba tvarových vložek (tvárník a tvárnice) metodou PolyJet lze v praxi využít pro výrobu až 30 prototypových výrobků z polypropylenu. Ke zvolenému typu byl vytvořen návod na výrobu tvarových vložek s doporučenou technologií a materiálem, která by byla možná využít v praxi.
Z diplomové práce vyplývá, že výroba tvarových vložek do vstřikovací formy je možná pomocí metod 3D tisku, ať už se jedná o tisk z fotopolymeru či z kovového prášku.
Na diplomové práce studenta se spolu s námi podílela i společnost ABB a firma Maplast, kde probíhalo testování.